Czym są odpryski w spawaniu laserowym?
Odpryski to krople ciekłego metalu wyrzucane z jeziorka spawalniczego. Pogarszają jakość spoiny, zwiększają koszty czyszczenia i obniżają powtarzalność procesu.

Dlaczego powstają odpryski? (mechanizm fizyczny)
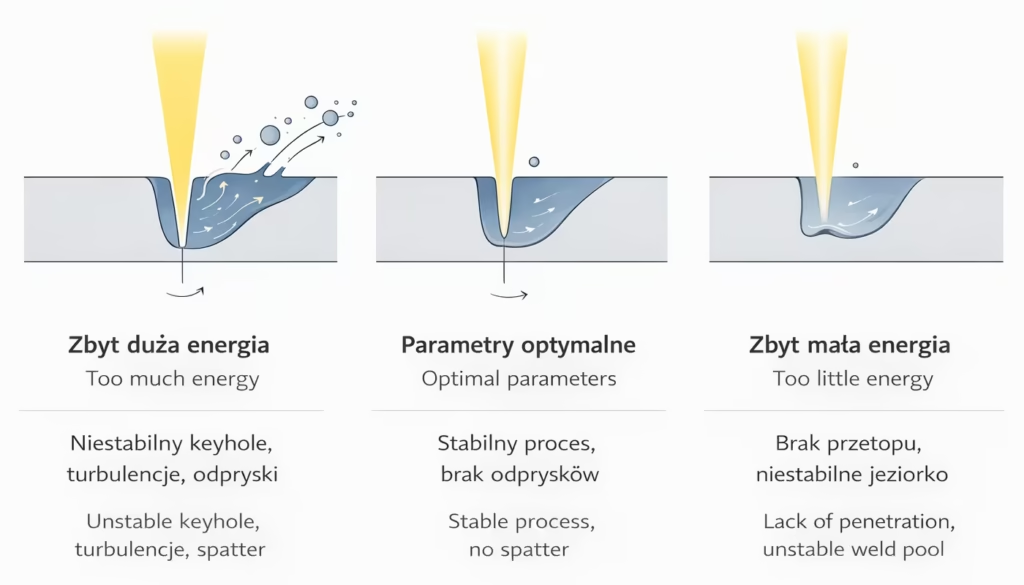
Główną przyczyną jest niestabilność tzw. keyhole, czyli wąskiego kanału tworzonego przez wiązkę lasera.
W trakcie spawania metal intensywnie paruje. Powstaje ciśnienie, które działa na ciekły metal. Jeśli proces jest stabilny, wszystko pozostaje w równowadze. Jeśli nie — kanał zaczyna drgać i zapadać się. Wtedy ciekły metal jest wyrzucany na zewnątrz i powstają odpryski.
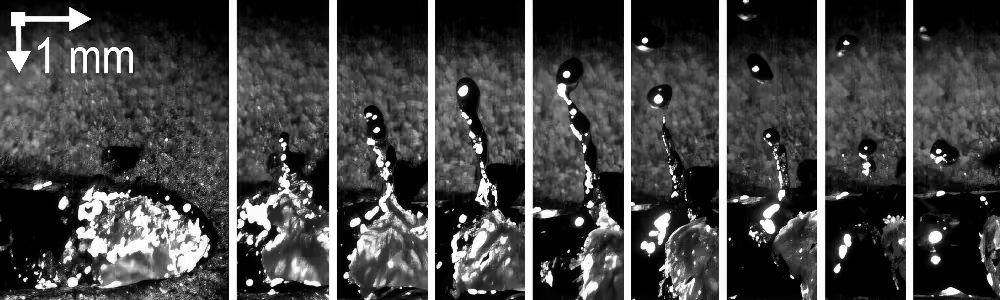
źródło: A Kaplan and J Powell "Spatter in Laser Welding".
Można to uprościć do jednej zasady:
zaburzona równowaga energii = niestabilny proces = odpryski
Sprawdź jeszcze dynamika keyhole w spawaniu laserowym, mechanizm powstawania odprysków w spawaniu laserowym i spawanie laserowe – podstawy procesu
Co najbardziej wpływa na powstawanie odprysków?
Najważniejsze są parametry procesu. Zbyt duża moc lub zbyt mała prędkość powodują przegrzewanie materiału. Z kolei zbyt mała energia prowadzi do niestabilnego przetopu. W obu przypadkach proces traci stabilność.
Duże znaczenie ma też ustawienie ogniska. Nawet niewielka zmiana położenia może zmienić geometrię keyhole i wpłynąć na cały proces.
Parametry procesu
- zbyt duża moc → nadmiar energii, niestabilny keyhole
- zbyt mała prędkość → przegrzewanie jeziorka
- złe ogniskowanie → niestabilna geometria keyhole
W praktyce: zła równowaga energii = więcej odprysków
Gaz osłonowy – niedoceniany, ale kluczowy
Dobór gazu często daje szybki efekt, bez zmiany sprzętu.
Azot (N₂) jest w praktyce bardzo często używany. Poprawia stabilność jeziorka i ogranicza wyrzut metalu. W wielu zastosowaniach daje wyraźnie mniej odprysków niż argon. Dobrze sprawdza się np. przy stalach nierdzewnych. Trzeba jednak uwzględnić wpływ na materiał i wymagania jakościowe.
Tlen (O₂) działa inaczej. Podnosi temperaturę jeziorka przez reakcje egzotermiczne. Dzięki temu poprawia płynność metalu i może stabilizować proces. W odpowiednich warunkach również ogranicza odpryski, choć jego użycie zależy od materiału i wymaga kontroli.
Hel (He) poprawia odprowadzanie energii i stabilność procesu. Skutecznie redukuje odpryski, ale jest drogi.
Argon (Ar) jest najbezpieczniejszy i najbardziej uniwersalny. Nie zawsze jednak daje najlepsze efekty pod kątem odprysków.
Jak ograniczyć odpryski w praktyce?
Najlepsze efekty daje podejście całościowe.
Najpierw trzeba ustabilizować energię. Oznacza to dobranie mocy i prędkości tak, aby keyhole był wąski i stabilny. Następnie warto skorygować pozycję ogniska.
Kolejny krok to gaz. W wielu przypadkach zmiana z argonu na azot daje zauważalną poprawę. W bardziej wymagających aplikacjach można rozważyć hel lub mieszanki gazów.
W nowoczesnych systemach stosuje się też sterowanie wiązką, np. oscylację lub tzw. beam shaping. Pozwala to kontrolować rozkład energii i stabilizować proces bez zmiany całej technologii.
Co daje ograniczenie odprysków?
Mniej odprysków to nie tylko lepszy wygląd spoiny. To także:
- mniej czyszczenia,
- większa powtarzalność,
- stabilniejszy proces,
- niższe koszty produkcji.
Odpryski w spawaniu laserowym w praktyce
W praktyce odpryski w spawaniu laserowym są jednym z najczęstszych problemów obserwowanych na produkcji. Pojawiają się nawet przy pozornie poprawnie ustawionych parametrach, jeśli proces nie jest w pełni stabilny. Dlatego spawanie laserowe i odpryski należy analizować zawsze razem, a nie jako dwa osobne zagadnienia. Nawet niewielkie zmiany mocy, prędkości lub gazu osłonowego mogą znacząco wpłynąć na ilość odprysków. Właśnie dlatego optymalizacja procesu powinna być oparta na obserwacji spoiny i zachowania jeziorka, a nie tylko na ustawieniach maszyny. W dobrze dobranym procesie spawanie laserowe może przebiegać praktycznie bez odprysków, co przekłada się na wyższą jakość i mniejsze koszty obróbki.
Podsumowanie
Odpryski w spawaniu laserowym nie są przypadkowe. Wynikają głównie z niestabilności procesu, a dokładniej z zaburzonej równowagi energii w keyhole.
Największy wpływ mają:
- parametry spawania,
- dobór gazu (szczególnie azot i tlen),
- stabilność procesu.
Dobrze ustawiony proces potrafi praktycznie wyeliminować odpryski bez zmiany sprzętu